 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Introducción al proceso de extrusión de tuberías, equipos, defectos de calidad, etc.
Ningbo Fangli Tecnología Co., Ltd.es unfabricante de equipos mecánicoscon más de 30 años de experiencia enequipo de extrusión de tubos de plástico,Nuevos equipos de protección del medio ambiente y nuevos materiales.Desde su creación, Fangli se ha desarrollado en función de las demandas de los usuarios. A través de la mejora continua, I+D independiente sobre la tecnología central y la digestión y absorción de tecnología avanzada y otros medios, hemos desarrolladoLínea de extrusión de tubos de PVC,Línea de extrusión de tubos PP-R, Línea de extrusión de tuberías de suministro de agua/gas de PE, que fue recomendado por el Ministerio de Construcción de China para reemplazar productos importados. Hemos obtenido el título de "Marca de primera clase en la provincia de Zhejiang".
I. Flujo del proceso
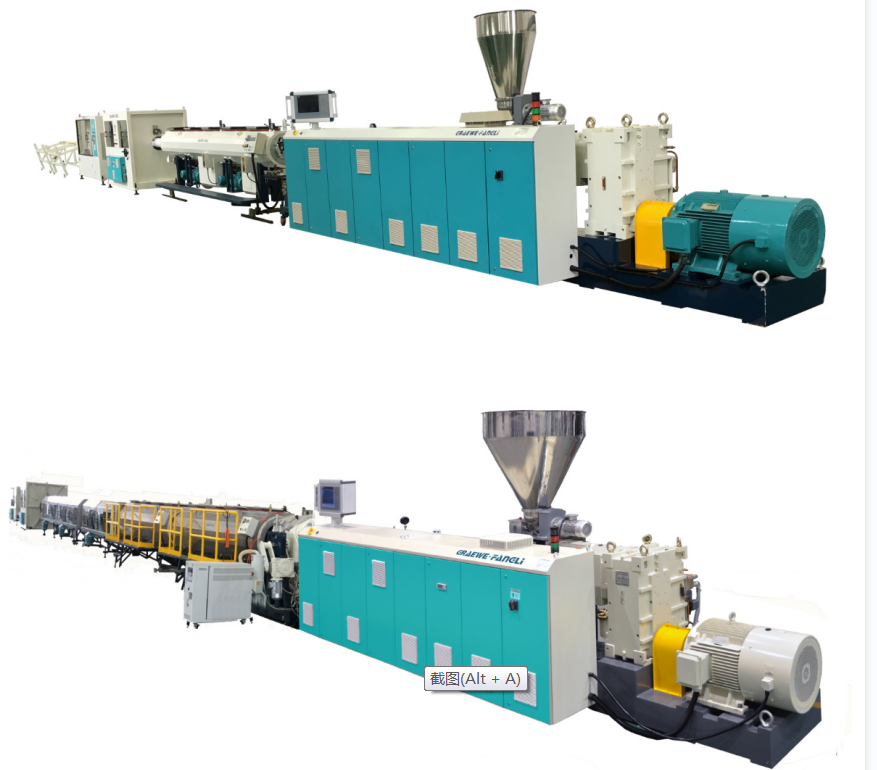
Actualmente, los tubos de PVC y PO son los productos de mayor volumen tanto a nivel nacional como internacional.Figura 1muestra el diagrama de flujo del proceso de producción de tuberías de poliolefina (PO). El plástico se introduce en la matriz anular (2) mediante el tornillo como una masa fundida uniformemente plastificada, extruyendo un parisón de tubería. Este ingresa inmediatamente a la unidad de calibración (3) para su enfriamiento y dimensionamiento, luego se enfría lo suficiente en el tanque de enfriamiento (4). El tubo se extrae a una velocidad constante mediante el ajustableunidad de transporte(6)y finalmente cortar a las longitudes especificadas con el cortador (7). Los tubos de paredes delgadas con diámetros inferiores a 160 mm se pueden enrollar en rollos mediante la bobinadora (9).

Figura 1 Diagrama esquemático del flujo del proceso de producción de tuberías de PO
1---extrusora; 2---Troquel de tubería; 3---Manga de calibración;
4---Enfriamiento de calibración de vacío; 5---Tanque de enfriamiento;
6---Unidad de transporte; 7---Cortador;
8---Impresora; 9---enrollador
II. Proceso y equipo
Para la producción de tubos de PO, unextrusora monohusillo de alta eficienciadebe ser seleccionado. La zona de alimentación emplea un cilindro ranurado axialmente. La relación longitud-diámetro (L/D) del tornillo es de 30 a 33:1. La estructura del tornillo es un diseño de dos etapas con profundidad y paso variables: el paso en la sección de alimentación es menor que el diámetro del tornillo, mientras que el paso en las secciones de fusión y homogeneización es mayor que el diámetro del tornillo. Para mejorar la eficiencia de la mezcla, algunos tornillos están equipados con elementos de cabezal de mezcla adicionales. Este tipo de extrusora de un solo tornillo ofrece un rendimiento relativamente alto y una buena plastificación. Por ejemplo, una extrusora de un solo husillo con un diámetro de husillo de 90 mm puede alcanzar una producción superior a 600 kg/h. Además, la producción de tubos de PO rellenos con carbonato de calcio, sulfato de bario, harina de madera o fibras de vidrio normalmente emplea extrusoras de doble tornillo co-rotativas.
La producción de tubos de PVC es fundamentalmente similar a la de los tubos de PO. Los más utilizados son los cónicos o contrarrotativos.extrusoras paralelas de doble tornillo, permitiendo la extrusión directa del polvo de mezcla seca. Su rendimiento oscila entre 10 kg/h para tubos de pequeño diámetro y 1100 kg/h para tubos de gran diámetro. La relación L/D del tornillo ha aumentado del último 18:1 a 25:1. Por ejemplo, unextrusora de doble tornillocon un diámetro de husillo de 90 mm se puede alcanzar un rendimiento superior a 300 kg/h.
Como se puede ver en la Figura 1, el equipo de extrusión de tuberías aguas abajo consiste principalmente en el tanque de agua de refrigeración,unidad de transporte, cortador, enrollador, o mesa de volcado.
Tanque de agua de refrigeración
Cuando la tubería sale de la unidad de calibración y enfriamiento, no se enfría completamente a temperatura ambiente. Si no se enfría más, el gradiente de temperatura existente en la dirección radial de la pared del tubo puede hacer que la capa exterior ya endurecida se ablande nuevamente debido al aumento de temperatura, provocando deformaciones. Por otro lado, la tubería también debe resistir las tensiones de los equipos de arrastre, corte y bobinado. Por lo tanto, se debe eliminar el calor residual, enfriando la tubería a temperatura ambiente. Los métodos de enfriamiento incluyen baño de agua y enfriamiento por aspersión. En un tanque de enfriamiento en baño de agua, el nivel del agua debe sumergir completamente la tubería. El tanque está dividido en varias secciones. La entrada de agua de refrigeración se establece en la última sección, lo que hace que la dirección del flujo de agua sea opuesta a la dirección de extrusión de la tubería, creando un gradiente de temperatura de refrigeración. Esto da como resultado un enfriamiento más gradual de la tubería y una menor tensión interna. La distancia entre el tanque de agua de refrigeración y la unidad de calibración/enfriamiento no debe exceder una décima parte de la longitud total de enfriamiento; de lo contrario, la diferencia de temperatura entre la pared exterior de la tubería y el agua de refrigeración puede aumentar excesivamente. Aunque el método del baño de agua es simple, las diferencias de temperatura entre las capas de agua superior e inferior del tanque pueden provocar un enfriamiento desigual y la flexión de la tubería. Además, las fuerzas de flotación que actúan sobre la tubería pueden causar fácilmente deformación, lo que hace que este método sea particularmente inadecuado para enfriar tuberías de gran diámetro.
La función delunidad de arrastre de tuberíases proporcionar una cierta velocidad y fuerza de arrastre a la tubería ya dimensionada y enfriada, superando la fuerza de fricción generada por el dispositivo de dimensionamiento en la tubería, sacando así la tubería a una velocidad constante hasta la bobinadora o mesa de descarga. La unidad de transporte es una de las piezas clave del equipo posterior para la producción de tuberías y debe cumplir los siguientes requisitos.
(1)ElarrastreLa velocidad debe poder ajustarse de forma continua y suave, asegurando un arrastre a velocidad constante. La velocidad de arrastre inestable hará que el diámetro de la tubería fluctúe. La velocidad de arrastre debe estar estrechamente coordinada con la velocidad de extrusión. El espesor de la pared de la tubería se ajusta regulando la velocidad de transporte: una velocidad de transporte más lenta da como resultado paredes más gruesas, una velocidad más rápida da como resultado paredes más delgadas. Seleccionar la velocidad de arrastre correcta es un método eficaz para garantizar la conformidad dimensional del producto. Los diseños modernos pueden alcanzar velocidades máximas de transporte de hasta 30 m/min.
(2)Una constantearrastreSe debe mantener la fuerza, sin ningún fenómeno de push-pull, de lo contrario puede causar defectos de ondulación superficial en la tubería. También se requiere suficiente fuerza de arrastre. La fuerza de arrastre requerida aumenta con el área de contacto y la presión radial de tamaño. Para tuberías de diámetro pequeño y mediano, la fuerza de arrastre es generalmente de 100 a 600 N; para tuberías de gran diámetro, generalmente es de 800 a 10 000 N.
(3) La fuerza de sujeción delunidad de transporteLa pinza debe ser ajustable y capaz de agarrar tuberías de varios diámetros sin causar daños o deformaciones en la superficie. Actualmente, las pinzas de tipo oruga se utilizan ampliamente. Estos constan de 2 a 12 pistas dispuestas uniformemente alrededor de la tubería. Las pistas están incrustadas con una cierta cantidad de bloques de sujeción de caucho/plástico, en su mayoría cóncavos o en ángulo para aumentar el área que aplica presión radial sobre la tubería. El ajuste de la fuerza de sujeción se logra mediante mecanismos neumáticos, hidráulicos o de tuerca de husillo. El número de vías aumenta con el diámetro de la tubería.
Una vez que la tubería se ha izado hasta una cierta longitud, se debe cortar a la medida adecuada. Los cortadores vienen en varios tipos, seleccionados según el diámetro de la tubería y el espesor de la pared, el tipo de material, la longitud del corte, la calidad del corte, la forma del corte, etc. Los cortadores automáticos tipo guillotina y las sierras radiales circulares son adecuados para cortar tubos de diámetro pequeño y mediano; Las cortadoras automáticas planetarias son adecuadas para tubos de gran diámetro. Al recibir la orden de corte, el cortador agarra la tubería con una abrazadera y se mueve en la dirección de extracción de la tubería mientras completa la acción de corte. Después del corte, un mecanismo neumático lo empuja de nuevo a la posición de reinicio.
Mesa enrolladora y volcadora. Sólo los tubos que no se deforman durante el doblado se enrollan en bobinas mediante una bobinadora, con corte y descarga automáticos. La velocidad lineal de bobinado está sincronizada con la velocidad de extrusión y se puede ajustar de forma continua. Cuando la velocidad de extrusión es inferior a 2 m/min, generalmente se utiliza una bobinadora de una sola estación; cuando la velocidad de extrusión supera los 2 m/min, se debe utilizar una bobinadora de dos estaciones o incluso de varias estaciones.
III. Factores clave para controlar los defectos de las tuberías
Siguiendo el orden del flujo del proceso en la Figura 1, a continuación se enumeran los factores clave relacionados para eliminar defectos de calidad.
(1)Sección de alimentación:Formulación de materias primas; forma y tamaño de las materias primas; método de coloración; método de secado; mezcla de material triturado/reciclado; tipos y dosificación de aditivos; Capacidad de enfriamiento de la garganta de la tolva.
(2)extrusora: Diámetro del tornillo; relación L/D del tornillo; relación de compresión del tornillo; tipo de estructura de tornillo; velocidad del tornillo; rendimiento de ventilación; control de temperatura del tornillo; control de calentamiento y enfriamiento del barril; perfiles de temperatura a lo largo de las zonas de extrusión; par de torsión del extrusor; consumo de energía; adaptador; selección y control de temperatura para cambiador de pantalla; tipo y especificación del paquete de pantalla.
(3)Morir:Muere la brecha; longitud del terreno; tipo de estructura de matriz; forma del canal de flujo; distribución de masa fundida; ajuste y control de temperatura; presión del cabezal de troquel; control de espesor de pared.
(4) Calibración y enfriamiento:Método de calibración; dimensiones del calibrador; caja de vacío nivel de vacío o presión interna tubo de calibración presión de aire y longitud; sellado del sistema de calibración; tiempo de calibración; caudal de agua de refrigeración; temperatura del agua de refrigeración; método de enfriamiento.
(5)Tanque de agua de refrigeración:Método de enfriamiento; disposición de tuberías de agua; caudal de agua de refrigeración; longitud del tanque de enfriamiento; temperatura del agua de refrigeración; Eficacia del enfriamiento de tuberías.
(6)Unidad de transporte: Velocidad y control de arrastre; calibración de la fuerza de arrastre; fuerza y control de sujeción; número de vías y longitud efectiva; dureza de la superficie y forma de los bloques de sujeción; superficie de contacto de arrastre.
(7) Cortador: Tipo de cortador; perfil y material de los dientes de la hoja de sierra; mecanismo de reinicio; recogida de virutas y eliminación de polvo; control de ruido; configuración del sistema de límites; mecanismo de sujeción; sistema de propulsión y potencia; Sistema de acción de corte automático.
(8)Mesa enrolladora y volcadora: Control de tensión; sistema de comando de corte longitudinal; selección de estación de bobinado; diámetro de bobinado; indicación de acción de volcado; Velocidad lineal de bobinado.
(9) Apéndice:Condiciones para la producción automatizada:Medición del espesor de pared; control del diámetro exterior; estadísticas de producción y medición de peso; estado de funcionamiento de la bomba de fusión de engranajes; Sistema de centrado de matrices.
Si necesitas más información,Ningbo Fangli Tecnología Co., Ltd.Le invitamos a contactarnos para realizar una consulta detallada. Le brindaremos orientación técnica profesional o sugerencias para la adquisición de equipos.
Enviar Consulta


X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad