 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Descripción general de la matriz de extrusión de tuberías
Ningbo Fangli Technology Co., Ltd. es un fabricante de equipos mecánicos con casi 30 años de experiencia en equipos de extrusión de tubos de plástico, nuevos equipos de protección ambiental y nuevos materiales. Desde su creación, Fangli se ha desarrollado en función de las demandas de los usuarios. A través de la mejora continua, investigación y desarrollo independiente en la tecnología central y digestión y absorción de tecnología avanzada y otros medios, hemos desarrollado una línea de extrusión de tuberías de PVC, una línea de extrusión de tuberías de PP-R, una línea de extrusión de tuberías de gas/suministro de agua de PE, que fue recomendada por el Ministerio de Construcción chino para reemplazar productos importados. Hemos obtenido el título de "Marca de primera clase en la provincia de Zhejiang".
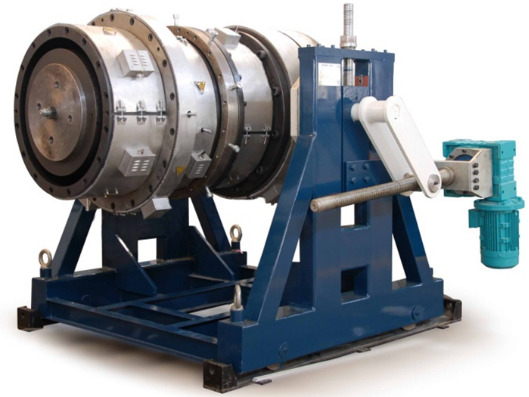
Aquí hemos preparado una descripción general de la matriz de extrusión de tuberías, de la siguiente manera:
La matriz de extrusión de tuberías es un componente clave e indispensable en el conjunto completo de equipos de extrusión de tuberías (línea de producción). Es el principal equipo clave para dar forma y garantizar la calidad del producto.
Funciones principales de la matriz de extrusión de tuberías.
· Hacer que el material fundido cambie de movimiento espiral a movimiento lineal.;
· Generar la presión de formado necesaria para asegurar la compacidad de los productos.;
· El material se plastifica aún más a través del molde.;
· Garantizar la calidad superficial de los productos.;
· A través del troquel se pueden obtener productos con la forma y tamaño de sección requeridos.
Requisitos básicos para la matriz de extrusión de tuberías.
·El paso del flujo de plástico fundido deberá ser suave y aerodinámico sin rincones muertos.;
·La superficie del corredor deberá estar sujeta a un tratamiento resistente al desgaste o a la corrosión, como nitruración o cromado duro.;
·El flujo de material deberá realizarse a una temperatura del material más baja en el molde para evitar que el material fluya transversalmente y tenga un efecto de oxidación prematura;
·Basado en la premisa de cumplir con los requisitos de resistencia, la conexión con el barril y la máquina de coextrusión tiene un buen sellado y una fácil carga y descarga.;
·No hay fugas de material en las uniones del troquel..

Si necesita más información, Ningbo Fangli Technology Co., Ltd. lo invita a contactarnos para realizar una consulta detallada, le brindaremos orientación técnica profesional o sugerencias para la adquisición de equipos.
Enviar Consulta


X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad